想要更直观地了解<朝阳>【本地】精密光亮管 45#精密钢管现货一站式采购商产品吗??产品视频,带你走进产品世界
以下是:朝阳<朝阳>【本地】精密光亮管 45#精密钢管现货一站式采购商的图文介绍

小口径无缝钢管现在都用在管道上,特别是现在的小区建设,因为小区要是子扩建和建造的时候是要用到管道的,厕所,水管,下水道等都会用到小口径无缝钢管作为管道,那么这样的话,小口径无缝钢管的技术要保证,相关的特性要保证,我们要进行同步生产对于相关的行情和生产我们要把握住。现在的小口径无缝钢管的技术不同于之前的技术,厂家的技术大多数都已经进行改进了,临沂无缝钢管告诉大家 的小口径无缝钢管技术。 小口径无缝钢管采用的二步推进式扩管机集锥模扩径技术,数字中频感应加热技术,液压技术于一机,以其合理的工艺、较低的能源消耗、较低的建设投资、良好的产品质量、宽范围的原料与产品规格适用性、灵活易变低投入的生产批量适应性,顶替了钢管行业传统的拉拨式扩径技术。由于难于解决大口径钢管的供给,小口径无缝钢 管成为解决我国大口径钢管短缺的重要产品来源,缓解了大口径钢管市场的供应紧张局面。


钢管按生产方式方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,
热轧无缝管一般在自动轧管机组上生产。
实心管坯经检查并清除表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径(减径)机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。



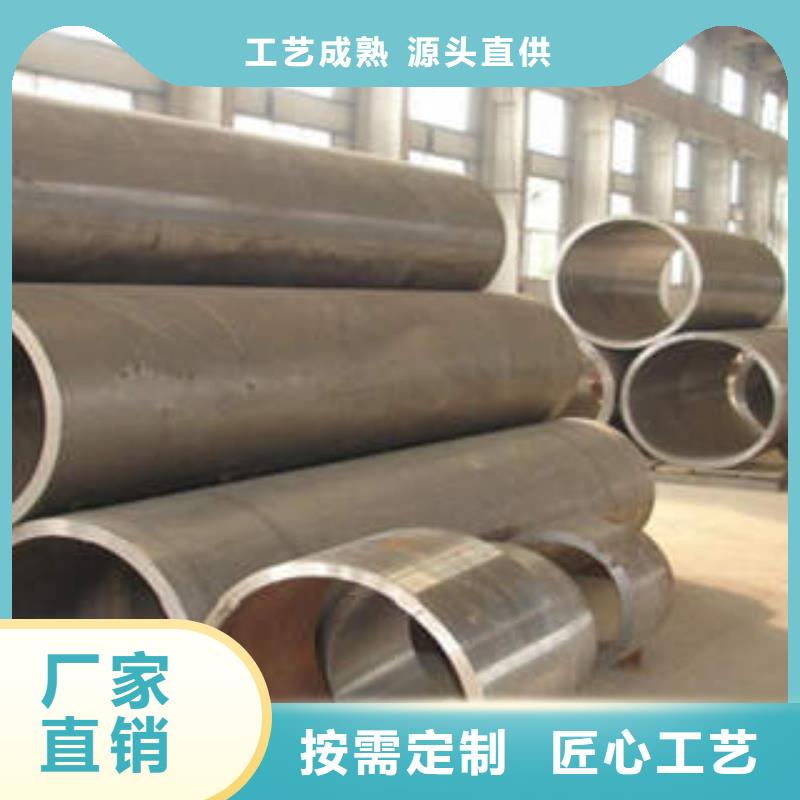
小口径无缝钢管
)小口径无缝钢管的材质:10# 20# 35# 45# 16Mn 27SiMn 15CrMo 12Cr1MoV 10CrMo910 T91 P91 J55 K55 Q345 Cr5Mo2)20#、35#、45#、16Mn、27SiMn3)10#、20#、35#、45#、16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo等。
小口径无缝钢管重量计算公式:(外径-壁厚)*壁厚]*0.02466 = kg/米(每米的重量)
小口径无缝钢管一般规格:
外径在(6mm-89mm)之间的大家习惯称之为小口径无缝管、因为他的直径比较的小。



通圆钢管制造有限公司座落在开发区汇通物流园向东一公里,地理位置十分优越,交通方便,物流发达,能快捷方便的将产品运送至全国各地。通圆钢管制造有限公司是一家专业生产、销售、安装的公司。主要生产【45#精密钢管、】。
本厂以客户至上,诚信至上的原则,与多家企业建立了长期的合作关系。
公司以超越自我,追求卓越为宗旨,坚持以用户为标准,以科技为依托,以质量求市场,以管理求效益的经营理念,不断发展壮大,竭诚为用户提供满意的服务。坚持以技术创新为先、以市场为导向、以质量为生命力,取信于客户。 严格按照国际标准品质管理体系实施质量控制,产品在市场上,享有良好的信誉,深受广大客户的青睐。我们将努力打造专业的护栏网企业。通圆钢管制造有限公司全体员工愿以自己的智慧、人品、产品携手商界同仁共创美好明天!


真空淬火
真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达 已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。






 扫一扫
扫一扫